聯(lián)系方式 | 手機(jī)瀏覽 | 收藏該頁(yè) | 網(wǎng)站首頁(yè) 歡迎光臨寶利蘇迪焊接技術(shù)(上海)有限公司

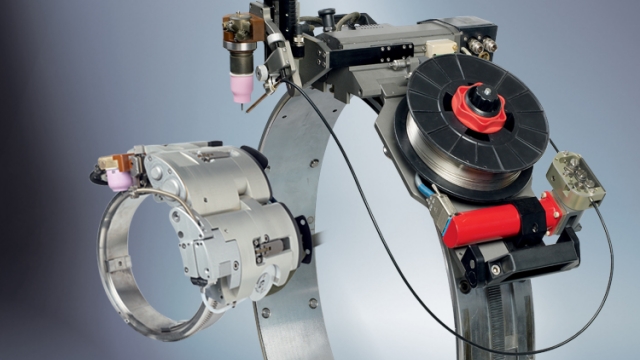
寶利蘇迪焊接技術(shù)(上海)有限公司 TIG管道自動(dòng)焊機(jī)|TIG管板自動(dòng)焊機(jī)|TIG堆焊設(shè)備|機(jī)器人TIG焊機(jī)
18964578529